
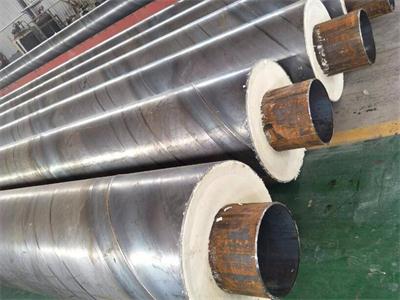
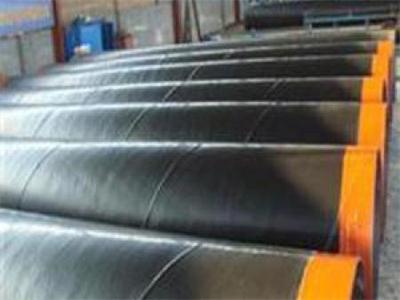
热力直埋保温管的三个敷设步骤
1、下管。直埋保温管安装前,首先要检查槽底高程、坡度,通过检查,看基底处理和设计要求能否相符合。对吕梁直埋保温管内的杂物、砂石土粒等都要彻底清除干净。保温管在沟槽上安装时,可以两根或多根组焊完后吊装。当组焊的直埋保温管较长时,宜采用两台或两台以上吊车抬管、下管,吊点位置的选择根据平衡条件。应用柔性宽吊带起吊,并应稳起、稳放,严禁将直埋保温管直接推入沟槽内。
2、对口。对口操作工序的流程:检查管子对口接头尺寸→清扫管膛→配管→确定管子纵向焊缝错开位置→**次直埋保温管找直→找对口间隙尺寸→对口错口找平→第二次直埋保温管拉线找平→点焊。
3、焊接。对口焊接前应检查坡口的外形尺寸和坡口质量。坡口表面应整齐、光洁,不得有裂纹、绣皮、熔渣和其他影响焊接质量的杂物,不合格的管口应进行修整。焊接定位的焊缝,应采用与根部焊道相同的焊接材料和焊接工艺。用氧-乙炔焊,应按焊件周长等距离适当点焊,点焊部位应焊透,厚度不应大于壁厚的2/3。每道焊缝应一次性焊完,要把根部焊接透,中断焊接时,火焰应缓慢离去。焊接坡口管、焊接层数不得少于两层,在壁厚为3~6mm,且不加工坡口时,应采用双面焊,不应产生附加应力,多层焊接,**层应均匀,焊缝根部要焊透但不得烧穿管焊接,顺序和方法的接口应正确操作。每层焊完后,应及时清除熔渣、飞溅物等并进行外观检查,发现缺陷,应打磨重焊。不合格的焊接部位,应采取措施进行返修,同一部位的焊接返修次数不得超过两次。
本文连接:http://lvliang.lmypjt.com/article/72.html,由吕梁保温管厂家编辑整理,转载请注明出处!







 地址:河北省沧州经济开发区
地址:河北省沧州经济开发区 